Вы когда-нибудь смотрели на блестящую полоску металла и думали, что это надежно? А потом через полгода конструкция начала трещать по шву. Сварка - это не просто «прилепить кусок к куску». Это создание единого монолита из двух отдельных деталей. И если внутри этого монолита есть пустоты или микротрещины, вся прочность конструкции под угрозой.
Многие новички и даже некоторые мастера ориентируются только на красоту внешнего вида. Но красивый шов с ровными чешуйками может скрывать смертельные дефекты внутри. В этой статье мы разберем, как профессионально оценить качество сварного шва своими глазами, какие признаки говорят о браке и когда пора бить тревогу.
Визуальный контроль: первый и главный этап
Большинство дефектов можно выявить еще до того, как вы возьмете в руки магнитный дефектоскоп или рентген-аппарат. Глаз человека, особенно натренированный, видит многое. Согласно стандартам ГОСТ Р ИСО 17659, визуальный контроль (ВИК) является обязательным первым этапом проверки любого соединения.
Что именно нужно искать?
- Ровность поверхности. Шов должен плавно переходить в основной металл. Резкие перепады высоты создают концентраторы напряжений - места, где металл начнет ломаться при нагрузке.
- Ширина и высота. Они должны соответствовать проекту. Слишком узкий шов может не обеспечить необходимую прочность, а слишком широкий - перерасход материала и перегрев детали.
- Отсутствие подрезов. Подрез - это канавка вдоль края шва в основном металле. Если вы проведете пальцем вдоль шва и почувствуете резкий обрыв металла, значит, есть подрез. Это серьезный дефект, снижающий несущую способность.
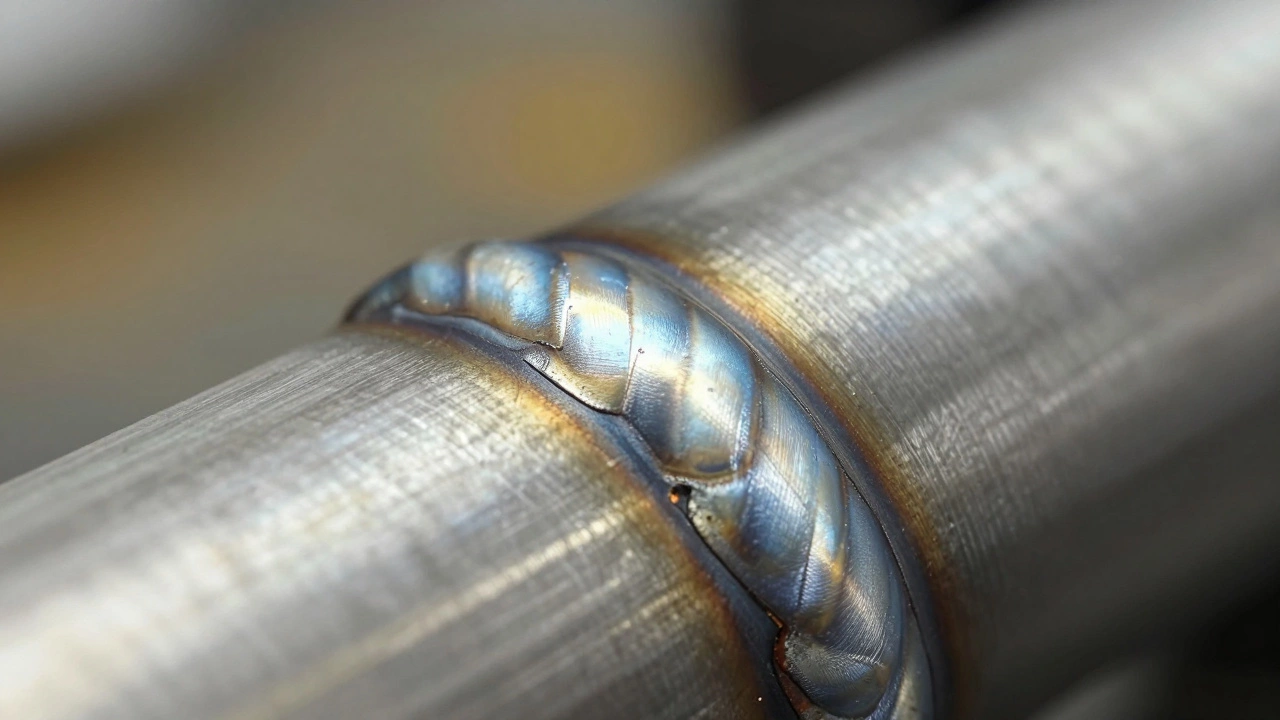
Обратите внимание на цвет окислов. Для нержавеющей стали нормальным считается золотистый или светло-синий оттенок. Черные или темно-коричневые пятна говорят о перегреве и потере антикоррозийных свойств. Для конструкционной стали (серый металл) допускается легкий синий налет, но черный окалина должна быть удалена.
Опасные дефекты: что нельзя оставлять без внимания
Не все неровности одинаково опасны. Дефекты делятся на поверхностные и внутренние. Поверхностные легко увидеть, внутренние требуют специальных методов контроля. Но внешние проявления часто намекают на то, что творится внутри.
| Дефект | Признаки | Опасность |
|---|---|---|
| Трещины | Тонкие линии, видимые невооруженным глазом или под лупой. Могут идти вдоль шва или поперек. | Критическая. Трещина растет при нагрузке и ведет к внезапному разрушению конструкции. |
| Поры | Мелкие кратеры или дырочки на поверхности шва. Напоминают пчелиные соты. | Высокая. Поры уменьшают площадь сечения шва и являются центрами коррозии. |
| Непровар | Шов выглядит нормально снаружи, но при простукивании слышен глухой звук. Часто сопровождается выпуклостью шва. | Критическая. Детали не соединены полностью, соединение работает только на клеймение. |
| Включения шлака | Темные нити или пятна внутри шва, которые невозможно зачистить наждачкой. | Средняя/Высокая. Шлак хрупкий, он создает внутреннее напряжение и точки коррозии. |
Трещины - самый страшный враг сварщика. Они могут появиться сразу после остывания (горячие трещины) или спустя время под воздействием вибраций (холодные трещины). Если вы видите хоть одну трещину, шов подлежит полной зачистке и повторной варке. Никаких заплаток поверх трещины!

Инструменты для проверки: от лупы до ультразвука
Глаз - отличный инструмент, но он имеет пределы. Для более точной оценки используют простые приборы.
- Лупа с подсветкой. Увеличение 5-10x позволяет рассмотреть мелкие поры и микропористость. Обязательно используйте боковое освещение, чтобы тени подчеркивали рельеф.
- Штангенциркуль. Измеряйте высоту и ширину шва. Сравните с чертежом или таблицей допустимых отклонений.
- Пробник (скоба). Специальный шаблон для проверки геометрии шва. Он показывает, нет ли чрезмерного усиления или подрезов.
Для внутренних дефектов применяют неразрушающий контроль (НК):
- Ультразвуковая дефектоскопия (УЗД). Самый популярный метод для толстого металла. Позволяет найти непровары и трещины внутри объема шва.
- Капиллярная дефектоскопия. Нанесение пенетранта (краски), который проникает в микротрещины. После удаления излишков и нанесения проявителя дефекты становятся красными пятнами. Идеально для поверхностных трещин.
- Магнитопорошковый контроль (МПК). Работает только с ферромагнитными материалами (сталь). Магнитное поле заставляет поронок скапливаться над дефектами, делая их видимыми.
Влияние параметров сварки на качество шва
Плохой шов - это часто результат неправильных настроек аппарата. Понимание связи между параметрами и результатом поможет вам диагностировать проблему.
Если шов получился широким и плоским, скорее всего, ток был слишком большим. Металл перегрелся, электрод расплавился слишком сильно. Такой шов может иметь глубокие подрезы по краям.
Если шов узкий и выпуклый («верблюжий горб»), ток был мал. Электрод не успевал проплавлять металл, а просто накладывался сверху. Внутри такого шва почти гарантирован непровар.
Частые поперечные трещины указывают на использование влажного электрода или слишком быстрое охлаждение. Влажность в обмазке электрода приводит к образованию водорода, который вызывает охрупчивание металла (водородная болезнь).

Типичные ошибки новичков при оценке качества
Я часто вижу, как люди судят о качестве сварки по одному признаку - отсутствию брызг. Брызги - это эстетический недостаток, но они не влияют на прочность напрямую. Можно сделать идеальный по прочности шов с кучей брызг, а можно сделать гладкий как стекло шов с полным непроваром внутри.
Еще одна ошибка - игнорирование подготовки кромок. Если металл перед сваркой не зачищен от ржавчины, масла или краски, эти загрязнения попадут внутрь шва. Результат - поры и шлаковые включения. Всегда проверяйте, была ли зачищена зона сварки до металлического блеска.
Также важно смотреть на корень шва (заднюю сторону). При односторонней сварке тонкого металла корень должен быть равномерным. Если там есть сквозные отверстия (прожоги) или неравномерное формирование, качество соединения сомнительно.
Когда обращаться к специалистам?
Если вы варите забор или полку для гаража, визуального контроля достаточно. Но если речь идет о несущих конструкциях здания, трубопроводах под давлением или элементах безопасности (например, лестницы на высоте), самостоятельной проверки мало.
В таких случаях требуется аттестованный специалист по неразрушающему контролю. Он выдаст протокол испытаний, который станет юридическим документом о соответствии шва нормам. Особенно это актуально для объектов, проходящих госстройнадзор.
Запомните: качественный сварной шов - это не только красиво, но и предсказуемо. Он должен выглядеть так, будто металл никогда не разделялся. Любые сомнения лучше устранить сразу, пока конструкцию не начали нагружать.
Как проверить сварной шов на наличие трещин в домашних условиях?
Самый простой способ - использовать лупу с увеличением 10x и хорошее боковое освещение. Проведите пальцем вдоль шва: трещина даст ощущение шероховатости или зацепа. Для более точной проверки можно нанести каплю йода или чернил: жидкость втянется в микротрещины, сделав их видимыми. Также помогает постукивание молотком: звонкий звук говорит о целостности, глухой - о возможных внутренних дефектах.
Нормально ли, если на сварном шве есть брызги?
Брызги - это косметический дефект, который не влияет напрямую на прочность шва. Однако их большое количество может свидетельствовать о неправильных настройках тока или скорости сварки. Брызги следует удалять шлифовкой, так как они являются очагами коррозии и ухудшают внешний вид изделия.
Что такое подрез сварного шва и насколько он опасен?
Подрез - это канавка, образующаяся вдоль края шва в основном металле из-за избыточного тепла или неправильного угла ведения электрода. Он снижает эффективную площадь сечения детали и создает концентрацию напряжений. Глубокие подрезы критически опасны и требуют заварки. Допустимая глубина зависит от толщины металла и требований проекта.
Можно ли определить непровар визуально?
Прямой непровар внутри шва визуально не виден. Однако есть косвенные признаки: чрезмерно выпуклый шов, отсутствие проплавления корня (если он доступен), неравномерная ширина шва. Для достоверного выявления непровара необходимо использовать ультразвуковую дефектоскопию или рентгенографию.
Какой цвет окисла считается нормальным для нержавеющей стали?
Для нержавеющей стали нормальными считаются светло-желтый, золотистый или слегка синеватый оттенки. Эти цвета указывают на минимальное повреждение защитного слоя хрома. Темно-синий, фиолетовый, серый или черный цвета говорят о сильном перегреве и выгорании хрома, что резко снижает коррозионную стойкость шва. Такие участки требуют дополнительной обработки или зачистки.




